
Коркарди тахминии ва NC Machining of Gear Ellipse
Редукторҳои байзавӣ дар мошинсозии автоматӣ ва асбобсозӣ васеъ истифода мешаванд ва як намуди фишангҳои даврашакл мебошанд. Агар ба таври қатъӣ талаб карда шавад, фишанги эллиптикӣ метавонад танҳо дар шаклдиҳандаи фишанги CNC дуруст истеҳсол карда шавад, аммо шаклдиҳандаи фишанги CNC хеле камёб аст. Дар мавриди партияҳои хурд, фишанги эллиптикӣ бо 4 камон ва сипас фишанги эллипсикӣ ба дастгоҳи оддии CNC насб карда мешавад. Коркард метавонад ба талаботҳои дақиқии умумӣ ҷавобгӯ бошад, ки ин як чораи фавқулодда барои ҳалли мушкилот мебошад.
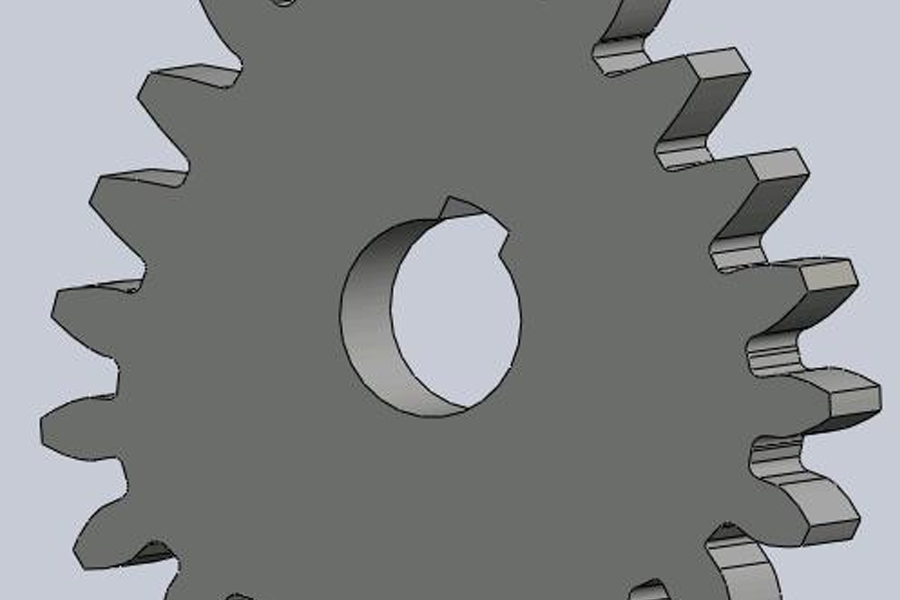
Ҳисоби камони тахминии каҷи қатори эллиптикӣ. Бо дарназардошти параметрҳои фишанги эллипсикӣ: шумораи дандонҳои Z, модули м, меҳвари ниммавзӯъи эллипс а ва меҳвари нимноқии b эллипс. Шумораи дандонҳо дар сегменти AE 2 аст ва 2 вуҷуд дорад (m + номида = Z тавре ки нишон дода шудааст, пас вуҷуд дорад: ҳалли ҳамзамон, аз ин рӯ координатаҳои нуқтаи А мавҷуд аст: мувофиқи муносибати геометрӣ, сегменти ивазкунандаи камони AB дар Эллипсро ба даст овардан мумкин аст. Масалан, 2 -ро истифода баред Барои камонҳои симметрии AB-CD, AD-BC хатти эллипсиро иваз кунед ва ҳар як камон шумораи пурраи дандонҳо дошта бошед. Дар ин шароит радиус ва маркази камони ивазкунанда, инчунин координатаҳои нуқтаи А ва радиуси сегменти AD.Координатаҳои R1, R2 ва маркази доираҳои 1, 2, вақте ки эксцентриситет калон нест, шумораи дандонҳои фишанги эллипс Z ва дарозии камони эллипс L формулаи тахминӣ дорад: даври R1, R2 ба зарбҳои бутуни 0.5, координатаҳои марказ: AG ва AF Дар кунҷи марказии мувофиқ чунин аст: қувват, мустаҳкамии шикастан, қобилияти зарбаҳои асбобҳои сафолӣ хеле беҳтар карда шудааст ва аз сабаби аълои он суботи кимиёвӣ, устувории гармӣ ва хуб муқовимат ба фарсудашавӣ, он метавонад бештар аз хӯлаҳои сахт бо суръати баландтари буриш барои буридани нитриди борон бошад, беҳтарин воситаи асбоб барои буриши босуръати пӯлоди сахтшуда, оҳанҳои хунуккардашуда, хӯлаҳои титан ва дигар маводҳо мебошад. Асбобҳои алмосии поликристаллӣ хӯлаҳои алюминий, хӯлаҳои магний ва хӯлаҳои кремний мебошанд. Маводи беҳтарин барои асбобҳо ба монанди металлҳои ранга ва металлҳо
Лутфан манбаъ ва суроғаи ин мақоларо барои дубора чоп кунед: Коркарди тахминии ва NC Machining of Gear Ellipse
Минге Ширкати Casting Die ба истеҳсолот бахшида шудаанд ва қисмҳои сифат ва баландсифати рехтагариро таъмин мекунанд (қисмҳои рехтагарии металлӣ асосан дар бар мегиранд Рехтагариҳои тунуки деворӣ,Палатаи гарм Кастинг,Палатаи сард Кастинг), Хадамоти мудаввар (Хадамоти Casting Die,Коркарди Cnc,Қабули қолаби, Ҳар гуна рехтагариҳои алюминийи алюминий, магний ё Замак / рехтани рехтани бимиред ва дигар талаботҳои рехтагарӣ метавонанд бо мо тамос гиранд.

Таҳти назорати ISO9001 ва TS 16949, ҳама равандҳо тавассути садҳо мошинҳои пешқадами рехтагарӣ, дастгоҳҳои 5-меҳварӣ ва дигар иншоот, аз таркиш то мошинҳои ҷомашӯии Ultra Sonic, анҷом дода мешаванд. дастаи муҳандисон, операторҳо ва нозирони ботаҷриба барои амалӣ кардани тарҳи муштарӣ.

Истеҳсолкунандаи шартномавии рехтагариҳо. Иқтидорҳо қисмҳои рехтагарии алюминийи камераро аз 0.15 фунт мегиранд. ба 6 фунт. тағироти фаврӣ ва механикӣ. Хизматрасониҳои аз арзиши иловашуда иборатанд сайқалдиҳӣ, ларзиш, нобудкунӣ, таркиши тир, рангубор, пӯшонидан, пӯшонидан, васл кардан ва асбобсозӣ. Маводи коркардашуда хӯлаҳои монанди 360, 380, 383 ва 413-ро дар бар мегирад.

Кӯмаки тарроҳии рехтани синк / хидматҳои муҳандисии ҳамзамон. Истеҳсолкунандаи фармоишии рехтагариҳои мураккаби руҳ. Кастингҳои миниётураҳо, рехтагариҳои фишори баланд, рехтагариҳои қолаби мултипликатӣ, рехтагариҳои қолаби анъанавӣ, рехтагариҳои воҳиди ва рехтагарии мустақили мустақим ва рехтагариҳои пӯсидаи мӯҳр метавонанд истеҳсол шаванд. Кастингҳоро бо дарозӣ ва паҳнои то 24 дюйм +/- 0.0005 дюйм таҳаммул кардан мумкин аст.

ISO 9001: 2015 истеҳсолкунандаи сертификатшудаи магнийи рехтагарӣ, қобилиятҳо ба фишори баланди магний рехтагарӣ ба 200 тонна палатаи гарм ва 3000 тонна палатаи сард, тарроҳии асбобҳо, сайқалдиҳӣ, қолабсозӣ, коркард, хока ва рангубори моеъ, QA пурра бо имкониятҳои CMM дохил мешаванд , васл, бастабандӣ ва расонидан.

ITAF16949 тасдиқ шудааст. Хидмати иловагии рехтагарӣ дохил карда мешавад таснифоти сармоягузорӣ,рехтани рег,Кастинги вазнин, Рехтани кафки гумшуда,Кастинги центрифугӣ,Кастинги Вакуум,Рехтагарии қолаби доимӣ, .Иқтидорҳо иборатанд аз EDI, кӯмаки муҳандисӣ, моделсозии сахт ва коркарди дуюмдараҷа.

Кастинг саноати Қисмҳои омӯзиши парвандаҳо: Мошинҳо, Дучархаҳои ҳавопаймоҳо, Асбобҳои мусиқӣ, Киштиҳои обӣ, Дастгоҳҳои оптикӣ, Сенсорҳо, Моделҳо, Дастгоҳҳои электронӣ, Корпусҳо, Соатҳо, Мошинҳо, Муҳаррикҳо, Мебел, Ҷавоҳирот, Ҷигҳо, Телеком, Равшанӣ, Дастгоҳҳои тиббӣ, Дастгоҳҳои аксбардорӣ, Роботҳо, муҷассамаҳо, таҷҳизоти садо, таҷҳизоти варзишӣ, асбобсозӣ, бозичаҳо ва ғайра.
Мо минбаъд чӣ кор карда метавонем?
∇ Ба сафҳаи хонагӣ гузаред Бимиред Кастинг Чин
→Қисмҳои рехтагарӣ-Бифаҳмед, ки мо чӣ кор кардаем.
→ Маслиҳатҳои тақдимшуда дар бораи Хидматҳои рехтагарӣ
By Minghe Die Casting Manufacturing Категорияҳо: Мақолаҳои муфид |Маводҳо Tags: Рехтани алюминий, Рехтагарии руҳ, Рехтани магний, Кастинги титанӣ, Кастинг аз пӯлоди зангногир, Кастингҳои биринҷӣ,Рехтани биринҷӣ,Кастинг видео,Ширкати Таърих,Кастинги алюминийи Die | Комментарии Хомӯш







